


The public-private initiative of the 7th EU R&D framework program Clean Sky, aimed to develop new technologies for more environmentally friendly aircraft, taking all steps to reduce the impact of air transport. This means integrating, demonstrating and validating technologies capable of reducing CO2, NOx and noise emissions by 20-30% compared to 2010 reference aircraft.
Clean Sky 2 (CS2), the successor program within H2020, has had an additional objective to those of the original Clean Sky: to develop technologies for a strong European and globally competitive aviation industry and supply chain. Aernnova has been a partner in Clean Sky and CS2 which has received funding from the European Commission as part of the European R&D framework program.
Aernnova, in the last twelve years, within the Clean Sky and CS2 programs, has participated in the development, design, manufacturing and validation of laminar airfoils in both natural and controlled hybrid forms.
For Aernnova, this has been a technological challenge and a further step in its commitment to play a leading role towards a low-emission and competitive aeronautical industry. Technological development and innovation are Aernnova’s strategic vectors to achieve these objectives.
Clean Sky developed the BLADE project (“Breakthrough Laminar Aircraft Demonstrator Europe”), where the two laminar wings with disruptive architectures were designed, manufactured and assembled for flight tests on an A340. This was a technological milestone in terms of product engineering and assembly, managing tolerances with a much more demanding criterion than the current state of the art.

A340 msn 1 used as fligh test, with natural laminar half-wings
Last month WP 141 HLFC HTP, at Clean Sky 2 LPA (“Large Passenger Aircraft”) Platform 1, was closed. Its objective was the development of the complete manufacturing process of a laminar hybrid leading edge applied to a typical horizontal stabilizer of a “long range” or “wide body” platform. This was done through the integrative application of technologies such as micro-perforation or the improvement of adhesion in hybrid materials through laser texturing, thus constituting Demonstrator 4, DEMO D04.

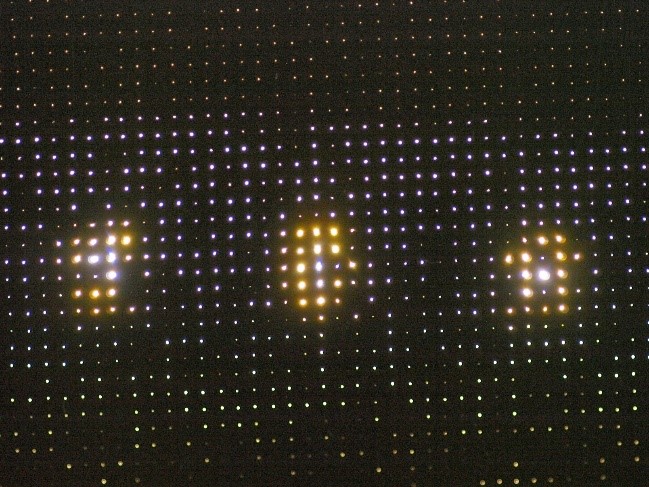
External titanium plate microperforated by laser technology. Inlet diameter 60 microns and outlet diameter 60 microns. Spacing between microperforations 0,4 to 0,8 mm.
Aernnova has participated together with Airbus, with the main European technological centers: DLR and Fraunhofer IFam, both German and of worldwide prestige.
A great field of research and development for the future of eco-aviation is that of aerodynamic efficiency, the union of laminarity and the real application at operator level of laminar flow control is key.
The challenge we are collaborating on is the development of an integrated system that can be integrated in the near future and deliver the promised benefit to the operator and the environment. In the case of our project, we have concluded the reduction of the aerodynamic drag of a horizontal stabilizer with a profile not designed specifically for this application, in the range of 0.5%, equivalent to a saving of 300 kg of fuel per flight in a typical mission. The application on the wing with airfoils of laminar design, anticipates reductions of 8%, which means 5 tons of fuel in a typical long range aircraft mission.

Estimated values of drag reduction, fuel consumption, CO2 and NOx emissions to the atmosphere for HLFC application in wings.
Within the scope of this program, different technologies have been developed, matured and integrated. To mention the most relevant ones, in the field of One Shot manufacturing, out of autoclave, of complex composite structures, prior prediction of spring back, final qualities and energy consumption, thanks to the use of predictive digital models that have been correlated with the demonstrators. In addition, technologies have been developed for the manufacture of micro-perforated skins using laser technology in order to be able to suction the boundary layer of the airfoil. New methods have been developed to obtain fracture parameters in dissimilar joints (metal/composite), with innovative surface treatment techniques to obtain an optimal and durable joint. Different configurations and solutions have also been developed for leading edge and wing box joints that maintain laminar flow through tight manufacturing tolerances, and at the same time are field removable.
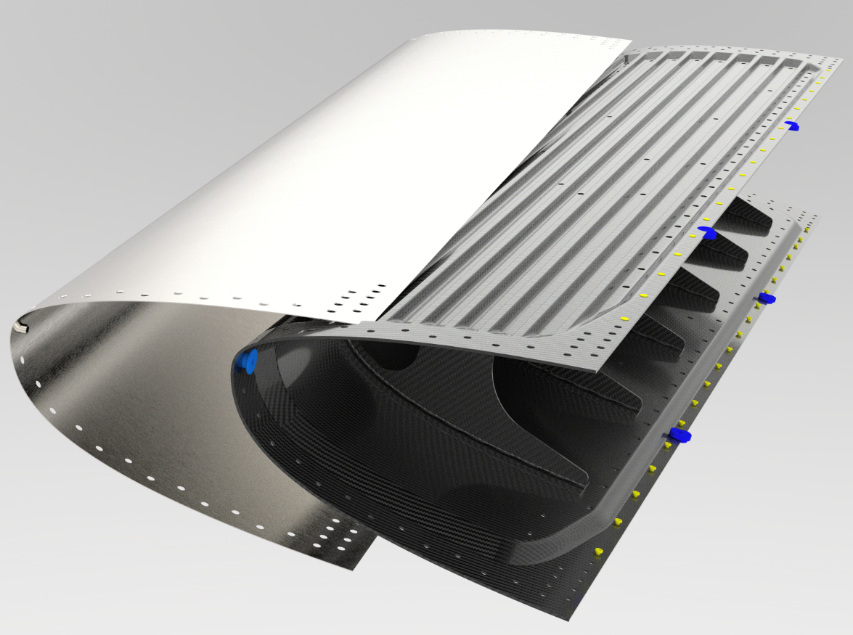
Segment 4 of the laminar hybrid leading edge. Internal carbon structure manufactured in One Shot (RTM) with corrugated surface for the formation of chambers. Micro-perforated Titanium sheet joined by secondary adhesive bonding.
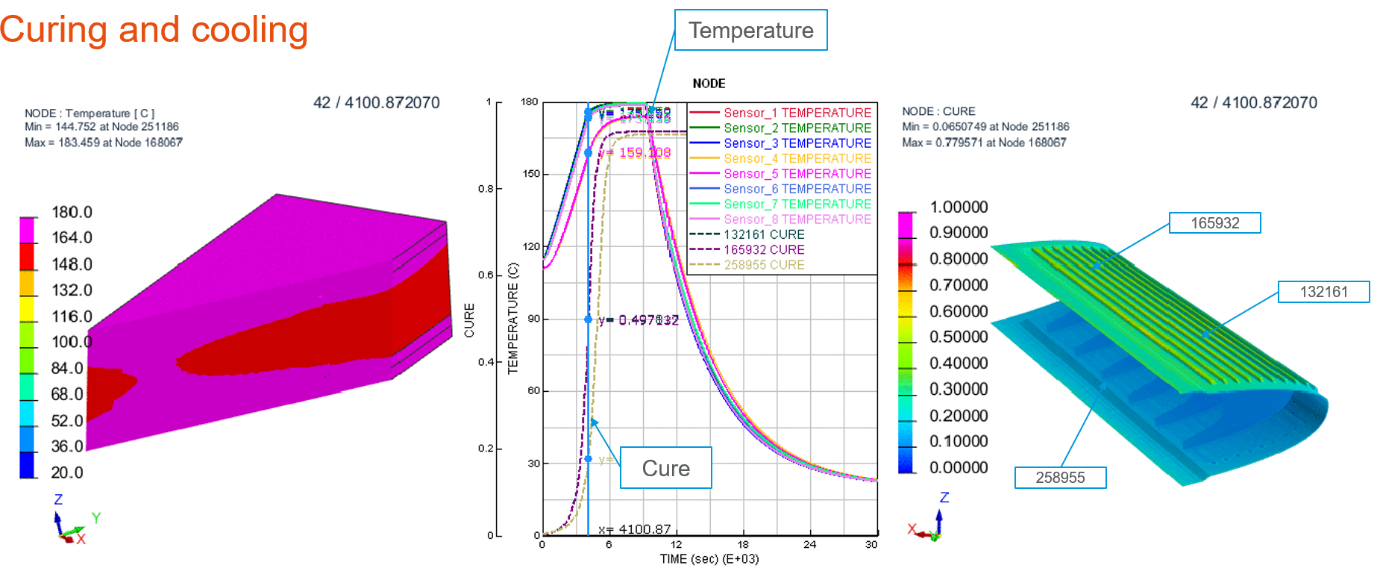 Digital model of the manufacturing process of the entire RTM system, which shows potential reductions in electricity consumption in the curing phase of almost 30%.
Digital model of the manufacturing process of the entire RTM system, which shows potential reductions in electricity consumption in the curing phase of almost 30%.
In the assembly processes from the leading edge to the rest of the torsion box, good results have been obtained in terms of the admitted tolerances that enable laminarity.
The technology maturity level obtained at the end of the program was TRL5 for the system as a whole, although some of the technologies have reached TRL6, which means that they are ready to be offered commercially in customer programs.